Bon, ça y est... Après avoir construit puis amélioré (avec l'autolevelling par exemple) ma propre imprimante 3D commencée en décembre 2011 ( comme le temps passe... 😉) et sur laquelle j'ai pu acquérir une solide expérience aussi bien d'un point de vu matériel que logiciel (notamment sur le firmware Marlin), pour obtenir une meilleure qualité d'impression, j'ai décidé d'opter pour le modèle Ender 3 Pro au rapport qualité prix excellent (195€ lors d'une promo). Voir le site officiel : https://fr.creality3d.cn/creality3d-ender-3-pro-p00251p1.html
J'ai complété cet achat avec un plateau en verre trempé pour avoir une planéité optimale.
J'y installerai aussi une sonde d'autonivellage de type BL Touch que j'avais acquise pour ma CNC mais que je n'avais pas utilisée (bCNC ne la gérant pas encore). Par contre, pour ne pas perdre l'usage du lecteur de carte SD, il est nécessaire d'ajouter un adaptateur pour utiliser le pin 27 (comme celui-ci https://fr.banggood.com/Pin-27-Board-For-BL-Touch-Filament-Sensor-Compatible-With-Creality-Ender-3-Ender-3-Pro-Ender-5-CR-10-Mini-CR-10-3D-Printer-p-1436565.html).
Liens utiles :
- Pour les améliorations possibles : https://all3dp.com/fr/1/amelioration-creality-ender-3-upgrade-creality-ender-3/
- Une vidéo pour le montage du BL Touch : https://hooktube.com/watch?v=ocAeZRPVusw
- Vidéo ci-dessus mise à jour : https://hooktube.com/watch?v=sUlqrSq6LeY
- Pour le logiciel CURA : https://ultimaker.com/en/products/ultimaker-cura-software/list
- Pour les commandes GCode et le firmware Marlin : https://marlinfw.org/meta/gcode/
I- Montage
Colis reçu 8 jours après ma commande sur Aliexpress et expédié à partir de la Tchécoslovaquie. Je dois dire que tout est bien pensé pour faciliter le montage de la machine (sachets de vis annotés, notice de montage simplifiée) : j'ai mis environ 1 heure pour le montage alors que je ne connaissais pas du tout cette machine et sans me servir de la clé USB fournie. Le tout respire la qualité et je trouve la finition très correcte.
Une fois les branchements électriques réalisés à la fin, tout à l'air de fonctionner correctement via les commandes directes sur l’écran d'affichage. Seul le ventilateur de la buse semble mal fonctionner : sifflement aigu lorsqu'il ne tourne pas au maximum (niveau : 255) et il ne se lance pas en dessous du niveau 50. Mais nous verrons plus tard, à l'usage.
II- Flashage du bootloader sur la carte de l'imprimante
Afin de mettre le firmware à jour ne serait-ce que pour l'utilisation de le la sonde d'autonivelage Touch-Mi (ou BL Touch), il est nécessaire d'installer un "bootloader" au préalable. On ne réalise cette opération qu'une seule fois : c'est elle qui permettra par la suite les flashages du firmware.
Sources :
- http://www.cr10.fr/ameliorations/marlin/
- https://www.instructables.com/id/Flashing-a-Bootloader-to-the-CR-10/
- https://www.th3dstudio.com/knowledgebase/1284p-printer-bootloader-flashing-video-guide-cr-10-ender-2-3-5-wanhao-i3-anet/
a) Branchements
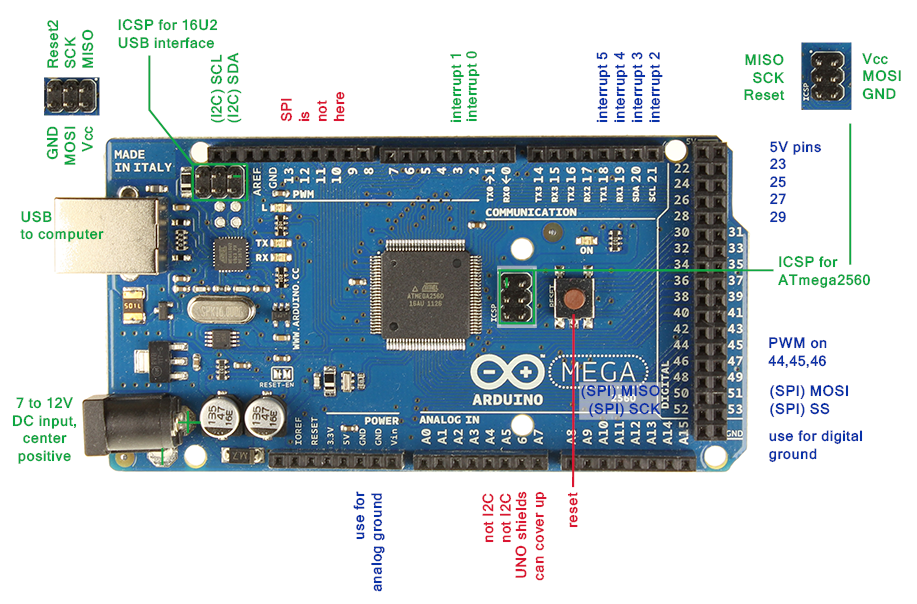
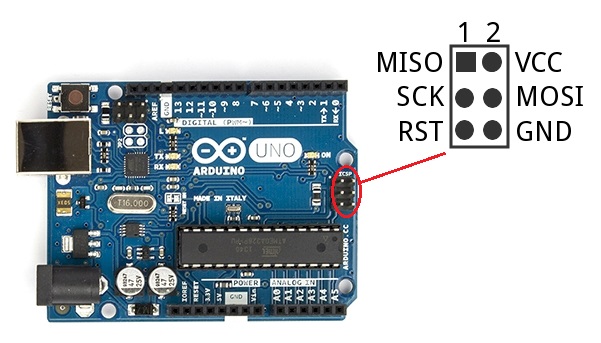
Sur Internet, on trouve beaucoup de documents permettant de flasher à partir d'une carte Arduino UNO sauf que... je n'ai que des Arduino MEGA 2560. Ce n'est pas grave, on va adapter en repérant les broches ISCP sur la Mega (elles sont dans le même ordre que sur l'UNO) :
 Il faut devisser le cache sur l'imprimante 3D : contrairement à l'Ender 3, pour la Pro, la carte est fixée sur le couvercle et il faut dont enlever le cache de dessous puis basculer l'imprimante vers l'arrière (c'est assez galère...) :
Il faut devisser le cache sur l'imprimante 3D : contrairement à l'Ender 3, pour la Pro, la carte est fixée sur le couvercle et il faut dont enlever le cache de dessous puis basculer l'imprimante vers l'arrière (c'est assez galère...) :
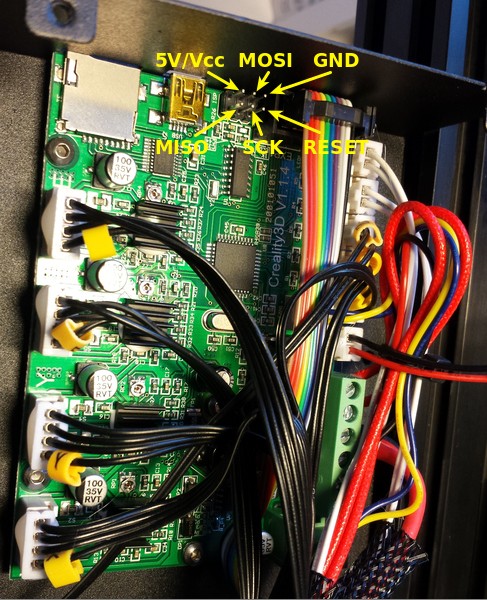
Pour les branchements, on relie les broches identiques entre-elles sauf la broche RESET de la Ender 3 Pro que l'on branchera sur la broche D10 de la Mega.
b) Flashage pour le bootloader
Sous Ubuntu 18. 04, il faut installer la version d'Arduino IDE 1.8.5 via l'application "Logiciels Ubuntu" (format flatpack) : n'essayez pas la dernière version ou n'importe quelle autre comme l'ancienne version des dépôts Ubuntu, car ça ne marchera pas !!!
La première chose est de préparer sa carte Arduino, pour cela :
- on va dans le menu "Fichier" -> "Exemples" -> "11.ArduinoISP" -> "ArduinoISP" pour télécharger le croquis (Sketch) ArduinoISP.
- Ensuite on va dans le menu "Outils" -> "Type de carte" ->"Arduino/Genuino Mega or Mega 2560"
- Puis on va dans le menu "Outils" -> "Port" -> "/dev/ttyACM0" (en fait le port correspondant à la carte Arduino)
- Pour finir on téléverse le croquis.
Maintenant on va installer le bootloader sur la carte de la Ender 3 Pro :
- Il faut récupérer la carte correspondant à notre imprimante 3D, pour cela, on va dans le menu "Fichier" -> "Préférences" et on rajoute dans le champ "URL de gestionnaire de cartes supplémentaires" cette adresse : https://raw.githubusercontent.com/Lauszus/Sanguino/master/package_lauszus_sanguino_index.json
- Ensuite, on va dans le menu "Outils" -> "Type de carte" -> "Gestionnaire de carte" et dans le champ de filtre on tape "San" pour afficher le paquet prenant en charge la carte "Sanguino" et on l'installe.
- On revient sur le menu "Outils" -> "Type de carte" -> on choisit "Sanguino"
- Puis, dans menu "Outils" -> "Processeur" -> on choisit "ATmega1284 or ATmega1284P (16Mhz)"
- Toujours dans le menu "Outils" -> "Programmateur" -> on choisit "Arduino as ISP" (ne pas prendre ArduinoISP)
- Il ne reste plus qu'à charger le bootloader sur la carte en allant dans le menu "Outils" -> "Graver la séquence d'initialisation".
On peut tout débrancher, nous n'aurons plus besoin de la carte Arduino.
Si tout s'est déroulé sans message d'erreur, au rallumage de l'imprimante 3D, l'écran doit être tout bleu : cela signifie qu'il faut installer le nouveau firmware.
III- Flashage du dernier firmware Marlin proposé par Creality
Source : https://www.ender3.fr/turoriel-marlin-1-1-9-touch-mi-pour-la-ender3/
Il faut d'abord récupérer le dernier firmware. Pour cela, il y a plusieurs sources possibles mais autant aller sur le site du fabriquant ici https://www.creality3d.cn/download/source-code_c0001 et de récupérer le code source pour la Ender 3 Pro. Au moment où j'écris ces lignes il s'agit de la version 1.1.6.1 du 26/04/2019.
Ensuite, on ouvre le fichier "marlin.ino" dans Arduino IDE et on peut aller personnaliser certains paramètres selon les onglets. En général, la plupart des réglages se font dans le fichier "configuration.h".
Par exemple, pour la langue, il faut aller dans l'onglet "configuration.h" et remplacer "en" à la ligne 1188 par "fr".
Une fois que tous les réglages ont été paramétrés, on téléverse le firmware sur la carte de l'Ender 3 Pro en reliant notre ordinateur à la prise mini-USB de l'imprimante.
IV- Premières impressions avec CURA
C'est le logiciel CURA qui est proposé par Creality sauf qu'il faut aller sur le site officiel afin de récupérer la version pour Linux (version 4 au moment où j'écris) qui est une appimage : https://ultimaker.com/en/products/ultimaker-cura-software/list
Je ne connaissais pas CURA car jusqu'à présent j'utilisais Slic3r avec mon ancienne imprimante. Du coup, j'ai lancé, via la connexion USB, directement l'impression de 3 pièces pour mon projet de console de stop-motion pour maintenir la Cam Pi et je dois dire que j'ai été bluffé par la qualité obtenue ainsi que la précision de l'impression avec des réglages standard : notamment les "bridges" pour soutenir les parties imprimées sans support dessous ; aucun problème pour les détacher (je n'avais jamais obtenu quelque chose de satisfaisant avec mon ancienne machine). J'ai utilisé le filament fourni avec l'imprimante (du PLA).
Ensuite, j'ai imprimé à partir de la carte micro-SD formatée en Fat32 et là aussi aucun problème.
V- Installation de la sonde Touch-Mi
Finalement, au lieu du BL-Touch nécessitant 5 câbles et un adaptateur pour le pin 27, j'ai opté pour la solution d'auto-nivelage Touch-Mi proposée par le site Hotends.fr : système très astucieux à base de détecteur optique et d'aimants. https://www.hotends.fr/fr/home/64-capteur-auto-leveling-touch-mi.html. Sur ce site on trouve une notice très détaillée explicitant l'installation.
Autre source : https://www.ender3.fr/turoriel-marlin-1-1-9-touch-mi-pour-la-ender3/
a) Installation physique
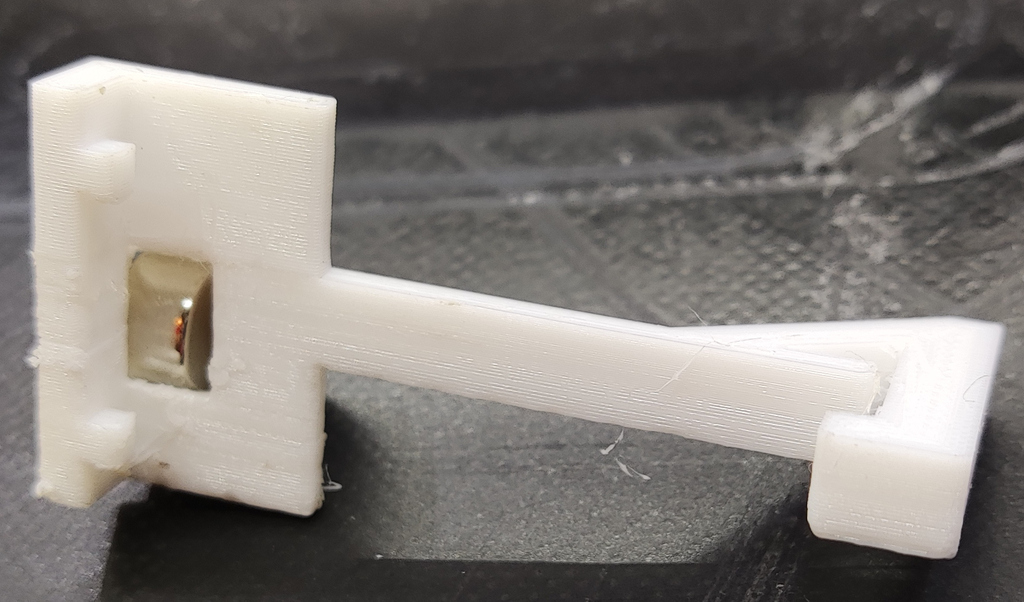
Pour fixer la sonde et la partie servant à l'activation automatique via un aimant, il faut s'imprimer des pièces que l'on trouve en suivant ce lien : https://www.thingiverse.com/thing:3396528/files.
Une fois imprimé, on visse le support en démontant le cache de l'extrudeur à travers les rainures sur le côté gauche. Fixer ce support vers l'avant pour pouvoir visser une vis du cache et faire en sorte que le Touch-Mi s'écarte du limiteur de fin de course en X (Xmin).
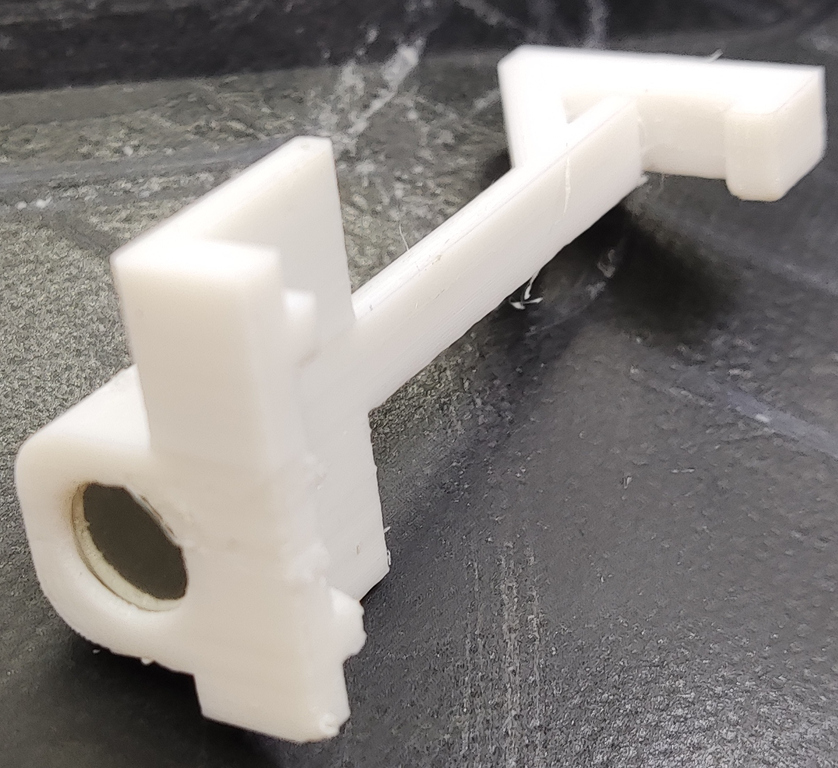
MISE À JOUR LE 31/05/2021 : Le système initial n'est tout de même pas optimal car l'aimant n'est pas en face de la bille ce qui parfois cause des ratés. Du coup, j'ai amélioré le système en changeant l'orientation de l'aimant. Il faut imprimer cette pièce obligatoirement avec des supports. Pour insérer l'aimant, il est nécessaire de forcer (ce qui peut fêler la pièce imprimée mais ça n'a pas d'incidence sur la fonctionnalité). Je joins mon modèle au bas de cet article.


Ensuite, on fait passer les 3 fils partant du Touch-Mi dans la gaine noire arrivant à l'extruder (il faut casser les colliers de serrage, on les remplacera ensuite), à l'aide d'un fil électrique (comme lorsqu'on fait passer des câbles dans des gaines de maison). La sonde est fournie avec une longue nappe de 3 fils (rouge, noir et jaune) et il faut enlever la partie mâle (la partie femelle partira de la sonde) qui est trop large pour passer. Pour relier les 4 fils (le guide + les 3 fils séparés), je me suis servi d'un pistolet à colle pour limiter l'épaisseur.
Une fois arrivé à la carte, on branche le fil noir et jaune au câble qui arrivait au limiteur de fin de course en Z (Zmin) : attention à la polarité (je ne sais pas si c'est la norme chez Creality, mais sur ma machine, la masse GND était repérée avec une étiquette en plastique jaune avec "Z" dessus) et aux faux-contacts en isolant bien les connexions.
On branche le fil rouge sur la broche 5V/Vcc se trouvant sur les connecteurs ICSP (ceux qui ont servi à charger le bootloader, voir plus haut).

Si tout est bien connecté, une diode verte doit s'allumer avec le palpeur replié. Suite à certainement un faux contact, j'avais les 2 diodes allumées constamment, bras sorti ou replié, et lors de l'initialisation du Touch-Mi, la descente en Z n'a pas été stoppée...
Remarque : Il ne faut pas oublier de démonter le détecteur Zmin qui risque de bloquer la descente au cas où le plateau serait plus bas (éventualité au cas où l'on serrerait les 4 molettes pour avoir moins de jeu)
B) Installation du firmware adapté au Touch-Mi et adapté à notre matériel
Pour tirer parti du Touch-Mi, il est nécessaire d'installer un firmware particulier qui est la version Marlin 1.1.9 modifiée pour cette sonde (et proposant des menus en français) et que l'on trouve sur le site www.ender3.fr : https://www.ender3.fr/images/FICHIERS/Ender3.fr_MarlinV1.1.9_Touch-MI_V2.zip
Il faut configurer le firmware notamment pour indiquer les décalages en x et y entre le palpeur et la buse. Comme d'habitude, ça se fait dans le fichier "configuration.h" dans la partie "Z Probe Options" (à partir de la ligne 664). Ces options se trouvent à la ligne 796 et 797 :
#define X_PROBE_OFFSET_FROM_EXTRUDER -44 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER -12 // Y offset: -front +behind [the nozzle]
On peut aussi réduire le nombre de palpations lors de l'autolevelling à 25 au lieu de 36 en mettant 5 à la ligne 1040 :
#define GRID_MAX_POINTS_X 5
Une fois le firmware paramétré, on le téléverse via Arduino IDE sur la carte del'imprimante via la liaison USB.
C) Réglages du Touch-Mi
On va régler maintenant le décalage entre la pointe du Touch-Mi et la buse de l'extrudeur.
- On sort la pointe du Touch-MI.
- Puis on va dans le menu de l'imprimante dans "Controler" -> "TouchMI"-> "1-Init TouchMI". Cela a pour effet de déplacer l'extrudeur au centre du plateau et de faire travailler le Touch-Mi qui va se déclencher à une certaine hauteur.
- Toujours dans le menu "TouchMI", on va sur "2-Z-Offset" et via la molette, on descend la buse jusqu'à ce qu'elle touche le plateau (on glisse une feuille de papier dessous, jusqu'à ce qu'elle accroche légèrement). J'ai obtenu la valeur -4,4 lors de cette étape.
- On termine en enregistrant cette valeur de décalage, via le menu "3-Save TouchMi".
Une fois tout cela fait, le Touch-Mi est opérationnel.
VI- Prise en compte de la sonde à chaque impression
Dans notre trancheur (slicer), il faut indiquer avant chaque impression le lancement de l'autonivelage. Dans Cura, on rajoutera ces lignes :
; GCode personnalisé au démarrage de la Ender 3 avec Touch-MI
G28 ; Mise à zéro de tous les axes (Homing)
M140 S{material_bed_temperature} ; Commence la chauffe du plateau
M190 S{material_bed_temperature} ; Attend jusqu'à ce que la température du plateau soit atteinte
M104 S{material_print_temperature} ; Commence la chauffe de la buse et poursuit
G29 ; Lance l'autonivelage
M109 S{material_print_temperature} ; Attend que la buse soit à température avant de continuer
G1 Z0.2 ; Désactivation Touch-Mi (Descente pour rentrer le palpeur)
G92 E0 ; Remise à zéro de l'extrudeur
;G1 Z2.0 F3000 ; Relève un peu l'axe Z pour éviter collision avec le plateau chauffant
G1 X0.5 Y20 Z0.2 F5000 ; Déplacement vers la position de départ
G1 X0.5 Y200.0 Z0.2 F1500 E15 ; Trace la première ligne
G1 X0.8 Y200.0 Z0.2 F5000 ; Se déplace légèrement sur l'axe X
G1 X0.8 Y20 Z0.2 F1500 E30 ; Trace la deuxième ligne
G92 E0 ; Remise à zéro de l'extrudeur
G1 Z5.0 F3000 ; Relève un peu l'axe Z pour éviter collision plateau et faire baisser la pression dans la buse
G1 X0.8 Y15 Z0.2; Revient vers le plateau pour coller l'amas de fil avant de commencer pour nettoyer la buse
; Fin du GCode personnalisé au démarrage
VII- Paramètres d'impression
Page explicitant comment régler au mieux son imprimante Ender 3 Pro : https://www.instructables.com/id/Ender-3-Pro-Initial-Setup-and-Recommended-Prints/
Je recense ici mes différents réglages en fonction du type de filaments en 1,75 mm (ceci pour aide-mémoire) :
| Marque | Matière | Couleur | T° extrusion | T° Lit | Accroche + Ventilation | Remarque |
| Technology Outlet | PETG | Blanc | 255 °C | 80 °C | aucune | Aucun souci |
| Enotepad | PETG | Noir | 245 °C | 80 °C | aucune | Aucun souci |
| Frontierfila | Nylon | Blanc | 265 °C | 108 °C |
Ruban de masquage peinture |
Accroche très difficile + warping énorme !!! |
Pour le nylon, j'ai eu d'énormes problèmes pour la fixation et contrecarrer le warping : Kapton, laque sans effet.
VIII- Améliorations
J'ai rajouté différents éléments pour rendre la machine plus fonctionnelle :
- Un range accessoires qui se fixe au-dessus de l'alimentation : https://www.thingiverse.com/thing:3459114
- Un lecteur de carte SD avec son support : https://www.thingiverse.com/thing:3654823
- Un tiroir coulissant : https://www.thingiverse.com/thing:3937114
- Un guide filament en 2 parties : https://www.thingiverse.com/thing:3052488 et https://www.thingiverse.com/thing:3515741
IX- Caisson
Vu mes difficultés à imprimer le filament en nylon, il serait intéressant d'opter pour une "cage" enfermant l'imprimante et limitant les courants d'air et autres variations de températures. Il existe des housses (enclosure en anglais) prévues à cet effet mais elles sont assez chères (compter 80€ minimum). Une solution économique serait d'utiliser une table Lack de chez Ikéa à 7€. Voir ces pages pour plus d'info : https://www.thingiverse.com/thing:3358985 (attention toutefois au déplacement en Y à cause des pinces fixant le plateau...). À moins de concevoir sa propre housse...
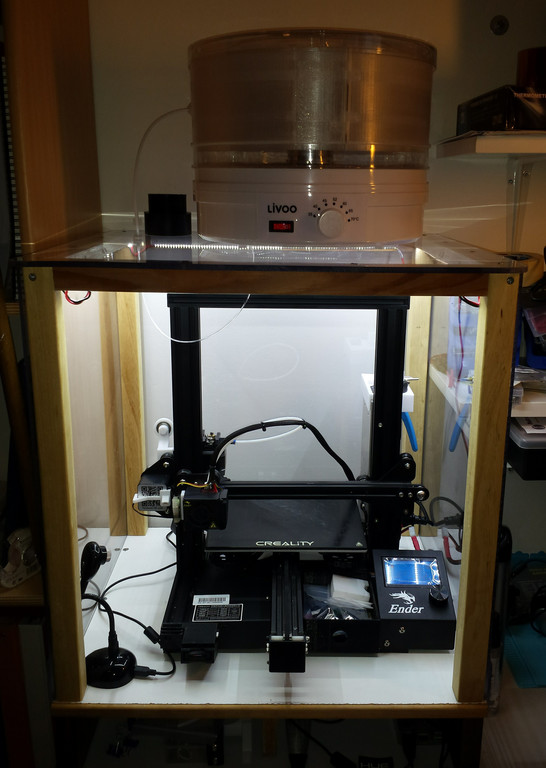
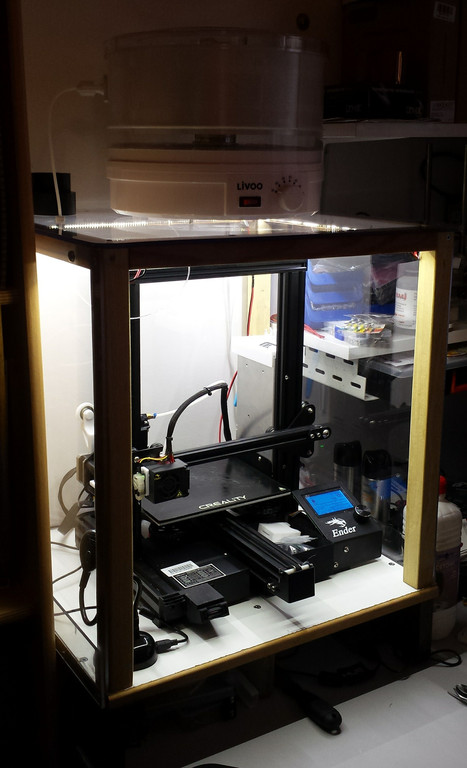
Ayant eu des difficultés à imprimer du fil nylon à cause d'un warping énorme, j'ai donc décidé de me lancer dans la fabrication d'un caisson en polycarbonate transparent (j'avais des plaques en stock de 2, 4 et 6 mm) afin qu'il prenne place sur mon bureau (profondeur de 48 cm, ce qui est limite pour le débattement en Y du plateau chauffant). Ce caisson évite les courants d'air et maintient une température constante autour de la zone d'impression, ce qui devrait permettre de réduire les problèmes d'adhérence et de warping du nylon.
J'ai utilisé des tasseaux en bois pour la structure, une plaque de 2 mm de polycarbonate au fond, de 2 plaques de 4 mm sur les côtés et 1 en façade, et 1 plaque de 6 mm sur le haut afin qu'elle puisse supporter un déshumidificateur pour une bobine de filament. Afin de démonter rapidement et facilement les parois des côtés, je les ai rendu coulissantes en fixant les chutes de découpe des plaque de polycarbonate de 4 mm en bas et 2 vis de fixation en haut.
J'ai surélevé le caisson de 10 cm (à la réflexion cela aurait mérité 15 cm afin de pouvoir mettre l'alimentation de l'imprimante) pour pouvoir ranger des choses au-dessous.
J'ai percé un trou de 8 mm en haut afin de faire passer le filament arrivant de la bobine dans le déshumidificateur vers l'extrudeur. J'ai fabriqué avec l'imprimante 3D (en modélisant via Freecad et l'extension vraiment incontournable "Screw_MAker1_2" pour ce genre de pièces) une vis de M8 trouée au centre pour recevoir une gaine PFTE de 4 mm de diamètre et une rondelle de 2 mm d'épaisseur. J'ai utilisé un écrou en métal pour son maintien (trop de frottements sinon avec un écrou imprimé, ce qui a cassé la vis).
Je pourrai aussi me servir de ce caisson pour fixer en hauteur un éclairage avec des LED 24 Volts en les branchant sur l'alimentation de l'Ender 3 Pro.
X- Éclairage du caisson
J'ai rajouté des LED en 24V dans des glissières visées sur le cadre en bois à hauteur du caisson. J'ai utilisé 8 pièces imprimées dans lesquelles j'ai glissé des morceaux de ruban de LED que j'ai pontés pour permettre le passage du courant. J'ai déposé le modèle de la rampe ici : https://www.thingiverse.com/thing:4355431
J'ai aussi ajouté un interrupteur bouton avec voyant LED au niveau de l'alimentation de l'imprimante pour cet éclairage (schéma de branchement). J'ai percé le plastique au diamètre du bouton pour le fixer dessus à côté de la prise d'alimentation.
XI- Déshumidificateur
Autant le PETG est insensible à l'humidité (c'est encore une autre de ses qualités), autant le nylon ne la tolère pas. Il est donc nécessaire de le sécher. Pour cela, j'ai acquis un déshumidificateur à moins de 35€ pour les fruits et légumes proposant une température réglable de 35° à 70°.
Cette machine est livré avec plusieurs plateaux et un couvercle en plastique mais je ne me sers que d'un plateau de base et du couvercle. Il me faut fabriquer en PETG transparent une paroi en 4 morceaux de 11 cm de hauteur à assembler en m'inspirant de ce travail : https://www.thingiverse.com/thing:2669646. J'ai aussi rajouté un embout dans lequel passera le filament à travers la paroi imprimée : https://www.thingiverse.com/thing:1618037.
Je me suis servi d'une pièce récupérée sur un vieux magnétoscope (qui traînait sur l'établi depuis des années car elle était constituée de 2 parties mobiles tournant l'une sur l'autre avec une fluidité parfaite) : cette pièce pouvait s'insérer au centre de l'humidificateur car son diamètre correspondait. Grâce à l'imprimante 3D, j'ai fabriqué une base car 2 vis de l'humidificateur gênaient, ainsi qu'un support de bobine sur lequel j'insère des axes de diamètre variable pour pouvoir recevoir différentes bobines (48, 52, 58 et 72 mm).
XII- Augmenter le T° maximale d'extrusion
ATTENTION : ceci n'est pas recommandé car vous risquez de faire fondre des éléments de l'imprimante 3D et de l'endommager !!!
Source : https://e3d-online.dozuki.com/Guide/V6+Marlin+Configuration/5
Pour info, sur l'afficheur numérique, la température maximale d'extrusion est diminuée de 15° par rapport au paramètre indiqué dans le firmware. D'origine pour la Ender 3 Pro, la température maximale d'extrusion est de 255°C et la variable responsable dans le firmware se trouve dans le fichier configuration.h et est #define HEATER_0_MAXTEMP 270.
Si je veux imprimer à 265° (cas pour mon filament nylon), il va falloir que je règle ce paramètre à #define HEATER_0_MAXTEMP 280.
XIII- Amortisseurs silencieux
Ajout de 4 pieds amortisseurs afin de diminuer les vibrations et le bruit : https://www.thingiverse.com/thing:3520264. Le pied est composé de 2 pièces qui s’insèrent l'une dans l'autre de façon très astucieuse (on rajoute au-dessous 4 patins en silicone de 8mm de diamètre de ce style https://www.amazon.fr/gp/product/B07C6J7RNM). Une fois en place, on note effectivement une baisse du niveau sonore notamment lors des changements de direction de la buse.

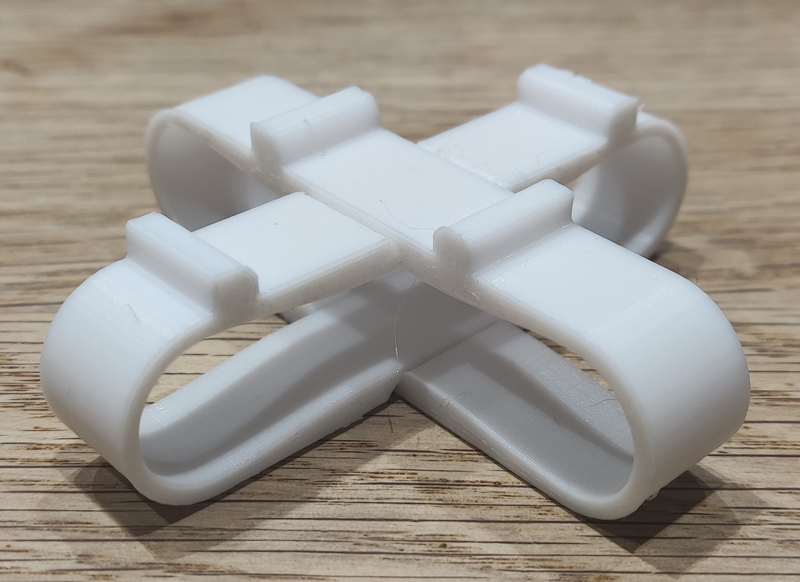

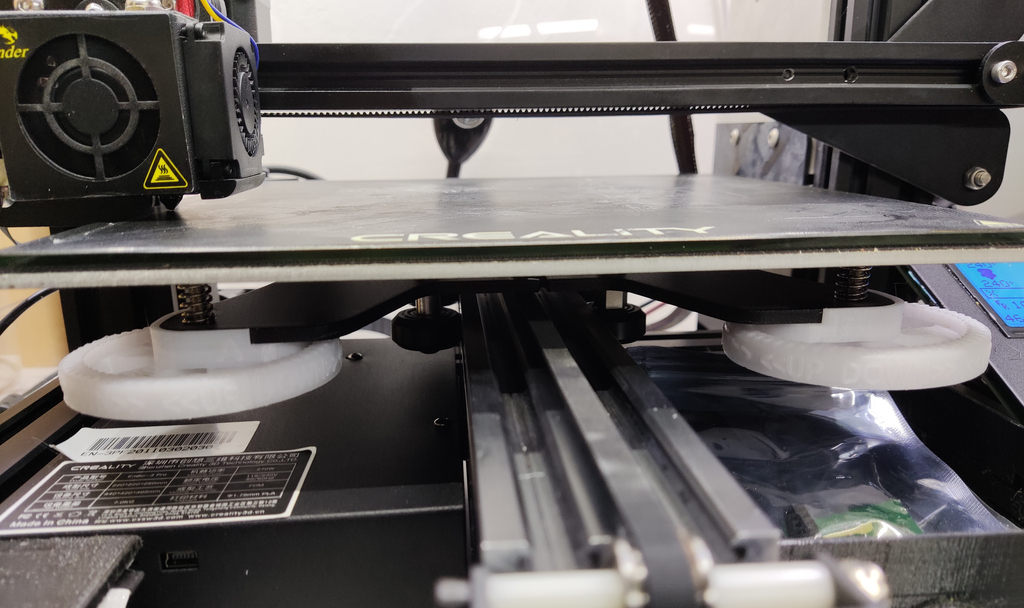
XIV- Molettes pour nivellement du plateau
 4 molettes crantées astucieuses pour faciliter le réglage du plateau : https://www.thingiverse.com/thing:4853824. Le projet d'origine se trouve ici : https://www.thingiverse.com/thing:4743835.
4 molettes crantées astucieuses pour faciliter le réglage du plateau : https://www.thingiverse.com/thing:4853824. Le projet d'origine se trouve ici : https://www.thingiverse.com/thing:4743835.
Ce système a de multiples avantages :
- un cran correspond à une variation de hauteur de 0,01 mm : les vis du plateau sont de taille M4 et ont donc un pas de vis (pitch) de 0,7 mm ; ce qui signifie que si on fait un tour complet, on monte ou descend de 0,7 mm. La roue ayant 70 crans, cela signifie qu'un cran correspond à 0,01 mm.
- lorsqu'on tourne la roue d'un cran, cela fait un "clic" : on sait précisément de combien on a bougé en comptant les clics (10 clics correspondent à une variation de 0,1 mm).
- les vibrations ne modifient pas les réglages.
- les roues sont plus grandes que celles d'origine et le modèle que j'ai choisi indique sur le contour si l'on monte (UP) ou descend (DOWN) le plateau.
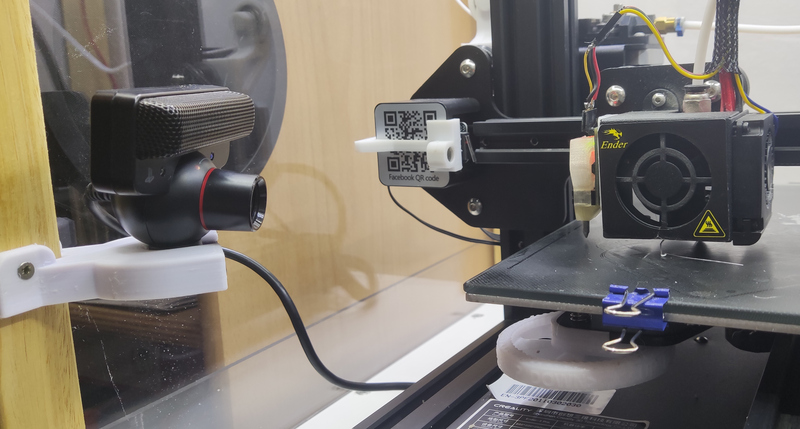
XV- Support pour Playstation Eye Camera
Afin de jeter un œil sur mes impressions avec Octoprint, j'ai imprimé un support (inspiré de celui-ci https://www.thingiverse.com/thing:3207437 mais modifié pour s'adapter à mes montants de 3 cm, fichier FreeCAD téléchargeable au bas de cette page) pour une "vieille" (mais très fonctionnelle) webcam Playstation Eye que j'avais récupérée pour de la reconnaissance vocale mais que je n'avais jamais mise en place. Cette camera est très bien reconnue sur mon Orange Pi sur lequel est installé Octoprint.
Ce support se fixe sur le montant en bois de mon caisson.

XV- Changement pour la carte mère Creality 4.2.7 et CR Touch
Durant l'été 2022, j'ai constaté des problèmes d'impressions faisant qu'au bout d'un temps aléatoire, les impressions s'arrêtaient. J'avais mis ça sur le compte de la chaleur et j'avais forcé la ventilation de la carte mère en branchant son ventilateur avec celui de refroidissement du hotend pour qu'il fonctionne constamment. Mais cette solution n'a pas été concluante (même si j'ai constaté un léger mieux). Ce problème arrivait aussi bien en imprimant directement avec la carte microSD que via Octoprint (avec une erreur Serial device : reports readiness to read but returned no data -> en fait cela devait venir de mon câble USB...).
Bref, j'aurais pu reflasher la carte mère mais ayant vu qu'il était sorti un dernier modèle plus performant, j'ai décidé de procéder au 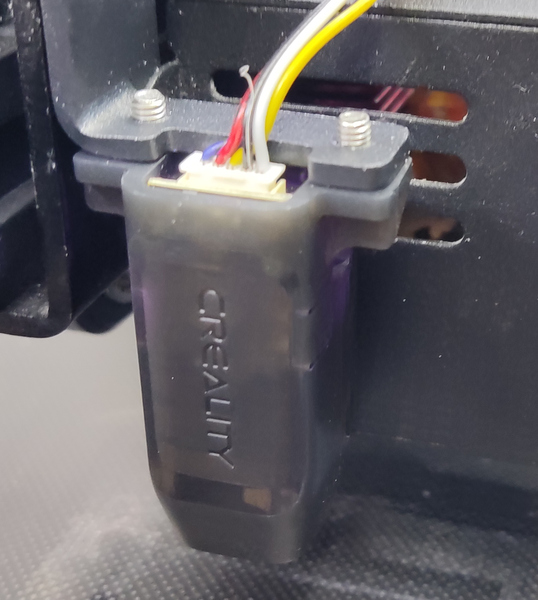 remplacement de la carte mère d'origine version 1.1.4 par la carte 4.2.7. Cette dernière carte permet de brancher directement un détecteur de fin de fil ainsi qu'une sonde de type Touch.
remplacement de la carte mère d'origine version 1.1.4 par la carte 4.2.7. Cette dernière carte permet de brancher directement un détecteur de fin de fil ainsi qu'une sonde de type Touch.
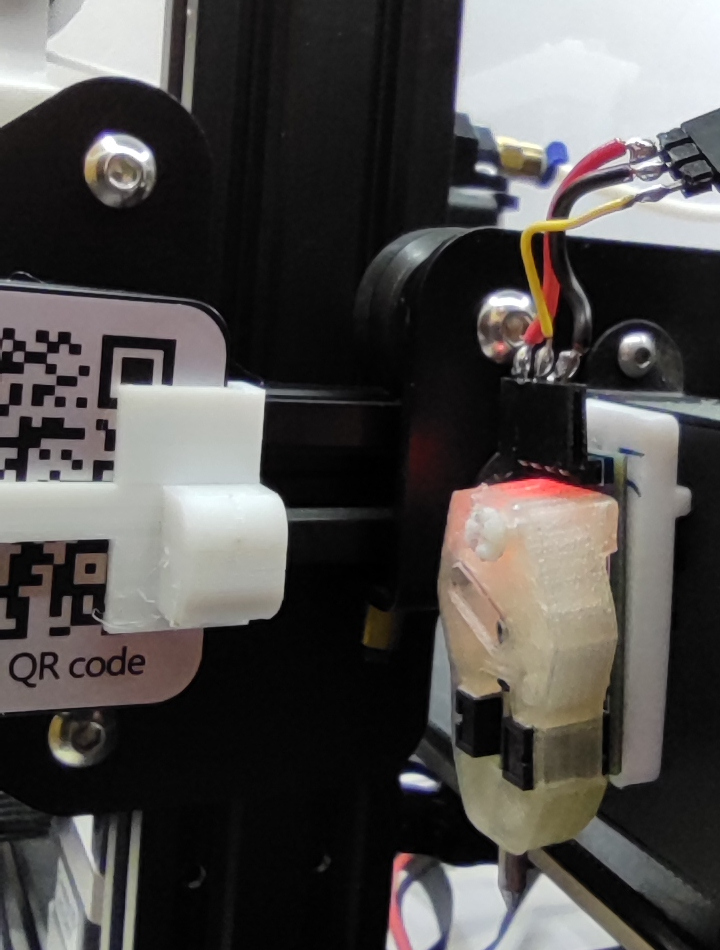
J'ai donc monté la nouvelle carte ainsi qu'une sonde CR-Touch à la place du Touch-Mi (attention lors du branchement de la nappe à la sonde car il n'y a pas de détrompeur et que le schéma de branchement est faux car les couleurs sont inversées, cf photo ci-contre).
Le flashage du firmware avec cette carte est extrêmement simple puisque cela se fait directement à partir de la carte micro-SD !
Une fois tous les réglages faits (en fait, le flashage du firmware avec la prise en compte de la BL-Touch), on peut imprimer directement !
Ce que l'on remarque immédiatement, c'est le silence des moteurs : on ne les entend plus lors des déplacements ! La nuisance vient uniquement du ventilateur de la hotend qui a toujours été extrêmement bruyant mais qui là casse les oreilles. Ça sera certainement là la prochaine évolution (avec un écran multicolore certainement...). EN FAIT, le bruit de ventilateur casse-pied est plutôt celui de l'ALIMENTATION !!!
XVI- Changement pour un extrudeur "direct" Sprite Extrudeur Pro
![]() J'ai décidé de changer l'extrudeur d'origine dont j'étais entièrement satisfait (aucun problème d'impression avec des filaments TPU 95A ou même le TPE 83A plus souple) par le Sprite Extruder Pro Kit 300℃ à 101€. Il s'agit d'un extrudeur de type direct (le filament est entrainé directement dans la buse alors qu'auparavant le moteur d'entraînement était déporté) mais avec la possibilité d'imprimer jusqu'à 300°C, ce qui est nécessaire pour le nylon par exemple.
J'ai décidé de changer l'extrudeur d'origine dont j'étais entièrement satisfait (aucun problème d'impression avec des filaments TPU 95A ou même le TPE 83A plus souple) par le Sprite Extruder Pro Kit 300℃ à 101€. Il s'agit d'un extrudeur de type direct (le filament est entrainé directement dans la buse alors qu'auparavant le moteur d'entraînement était déporté) mais avec la possibilité d'imprimer jusqu'à 300°C, ce qui est nécessaire pour le nylon par exemple.
Aucun souci de montage, même si les instructions fournies par Creality sont très succinctes.
Il a fallu d'abord démonter l'ancienne tête (avec le CR-Touch, en dévissant la roue inférieure et "dégrafant" la courroie X) ainsi que le moteur d'entrainement du filament en démontant la partie supérieure avec le ressort et en débranchant sa nappe électrique.
Ensuite, j'ai procédé au montage de la nouvelle tête avec la sonde CR-Touch : franchement tout est bien pensé et le montage est aisé (tout est déjà prévu pour le CR-Touch ainsi qu'un petit câble pour le relier à la tête).
Puis, il faut faire les branchements sur la carte-mère en veillant bien à respecter les polarités. Une fois tout correctement branché, on arrange la nouvelle nappe avec des colliers type Colson pour éviter qu'elle se balade n'importe où.
Mise à jour du firmware : il est impératif de le faire ne serait-ce que pour prendre en compte les nouveaux emplacements de la buse et de la sonde par rapport au plateau. Cela permet aussi d'ajuster le nouveau pas de l'extruder. Dans la notice, il est indiqué de juste modifier le pas mais ce n'est pas suffisant.
J'ai récupéré le dernier firmware pour mon modèle d'imprimante sur le site Creality (https://www.creality.com/pages/download-sprite-extruder) correspondant à ce nouvel extrudeur (la sonde CR-Touch est intégrée) et l'ai installé normalement : il faut déposer le fichier .bin pour ma carte mère 4.2.7 sur une micro SD vierge, insérer cette carte dans l'imprimante et allumer l'imprimante -> la mise à jour se fait automatiquement. Par contre, le langage est asiatique et pour le modifier, il faut aller dans les options, faire défiler totalement vers le bas et cliquer sur l'avant-dernière ligne pour obtenir le menu de changement de langue.
Ensuite, on peut aller dans les paramètres pour augmenter la température maximale à 300°C (si on en a besoin) et re-étalonner le CR-Touch. Pour ce ré-étalonnage, on déplace la buse à Z=0 et ensuite dans la configuration, on règle le décalage Z (z offset) avec une feuille de papier : j'ai trouvé -04.28.