![]() Avec un module laser monté sur une CNC, on peut fabriquer facilement des pochoirs simples ou multi-couches. Pour cela, on va utiliser Inkscape (version 1 minimum) et le plugin intégré "GcodeTools". Attention, ce plugin n'est pas très facile à utiliser car il faut respecter scrupuleusement certains points pour obtenir les fichiers GCode nécessaires.
Avec un module laser monté sur une CNC, on peut fabriquer facilement des pochoirs simples ou multi-couches. Pour cela, on va utiliser Inkscape (version 1 minimum) et le plugin intégré "GcodeTools". Attention, ce plugin n'est pas très facile à utiliser car il faut respecter scrupuleusement certains points pour obtenir les fichiers GCode nécessaires.
Remarque : ce plugin n'est pas trop maintenu et nécessiterait une mise à jour, mais il fait le job tel quel... en espérant une prochaine version plus aboutie et user-friendly (à condition que des volontaires s'en emparent à nouveaux...).
Sources utiles :
- http://wiki.funlab.fr/index.php/Gcode_avec_Inkscape
- https://invidious.fdn.fr/watch?v=NNfKDoPtm2c
- https://invidious.fdn.fr/watch?v=1VpvIo9Zxjc
- https://github.com/cnc-club/gcodetools
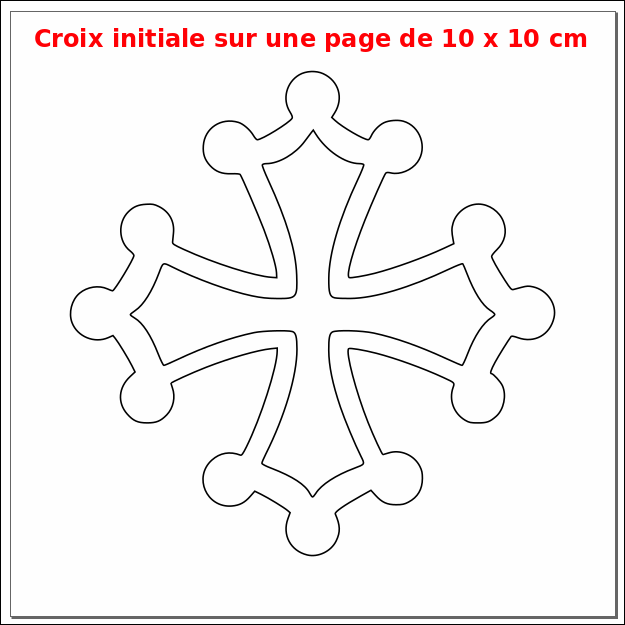
Pour illustrer ce tutoriel, je vais partir de l'image d'une croix occitane déjà vectorisée avec 2 traits uniquement : un contour extérieur et un contour intérieur.
Comme je veux avoir 2 couleurs sur ma peinture finale, je vais réaliser un pochoir multi-couches (2 pochoirs : 1 pochoir par couleur).
I- Préparer les dessins des pochoirs dans Inkscape
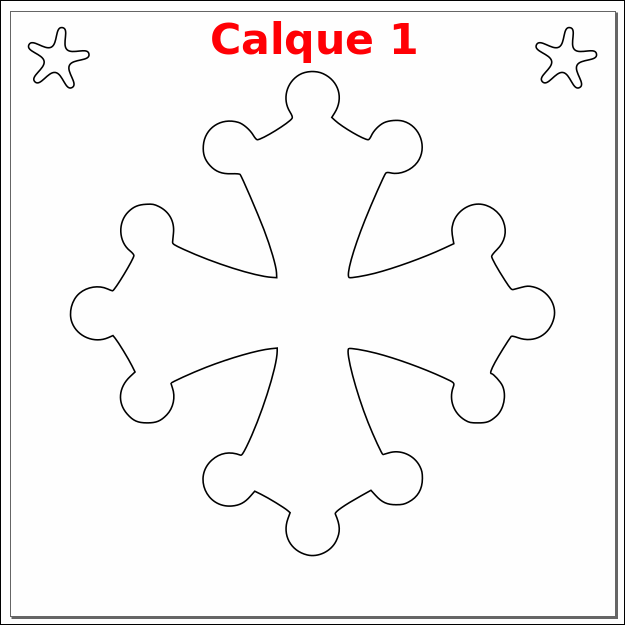
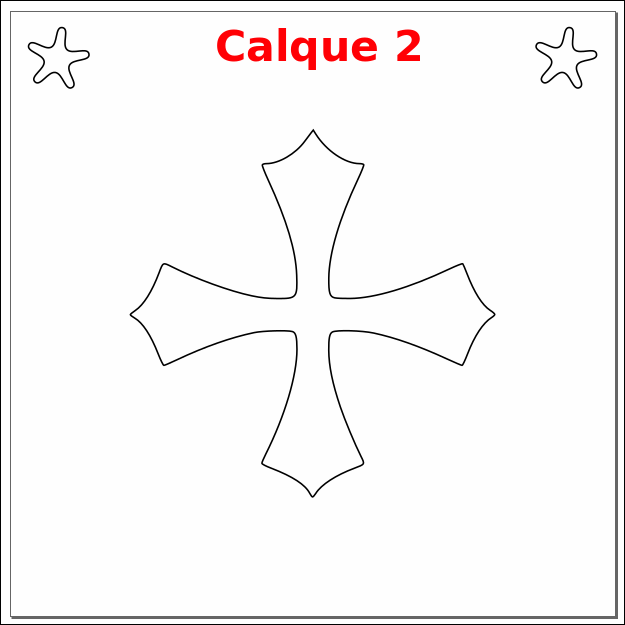
Pour obtenir 2 pochoirs, on va travailler avec 2 calques : 1 calque par pochoir. Je mets le contour extérieur sur le premier calque et le contour intérieur sur le calque suivant.
Pour bien superposer les 2 calques, je vais tracer 2 repères identiques sur tous les calques. J'ai choisi la forme automatique en étoile que je place sur le haut du calque.
Il est nécessaire de regrouper tous les tracés distincts d'un même calque (pas besoin de combiner les chemins) : dans mes cas, il y a 3 formes à regrouper sur chaque calques (les 2 repères et le tracé de la croix).
Maintenant que les tracés ont tous été réalisés et placés sur leur calque respectif, nous allons maintenant générer le fichier gcode qui permettra de piloter la découpe laser. Pour cela, nous allons utiliser le plugin GcodeTools accessible via le menu "Extensions" -> "Gcodetools".
II- Réalisation du 1er pochoir
On se place sur le calque 1. Pour une meilleure visibilité, on peut masquer le calque 2.
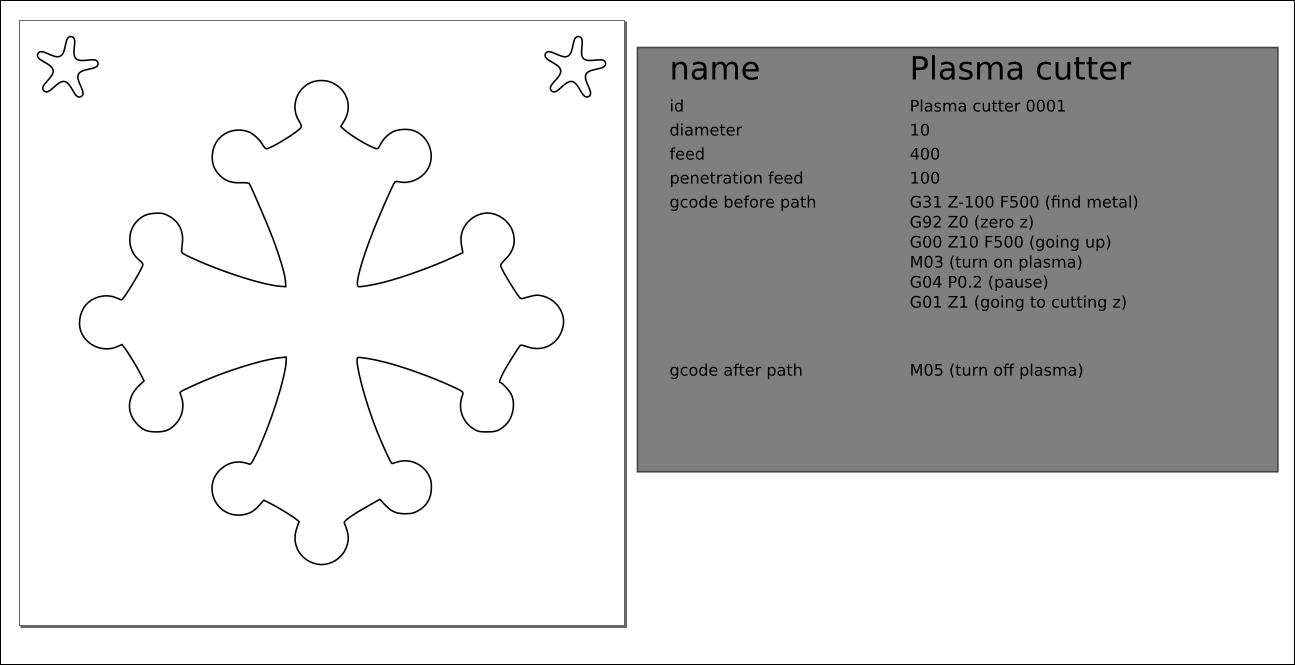
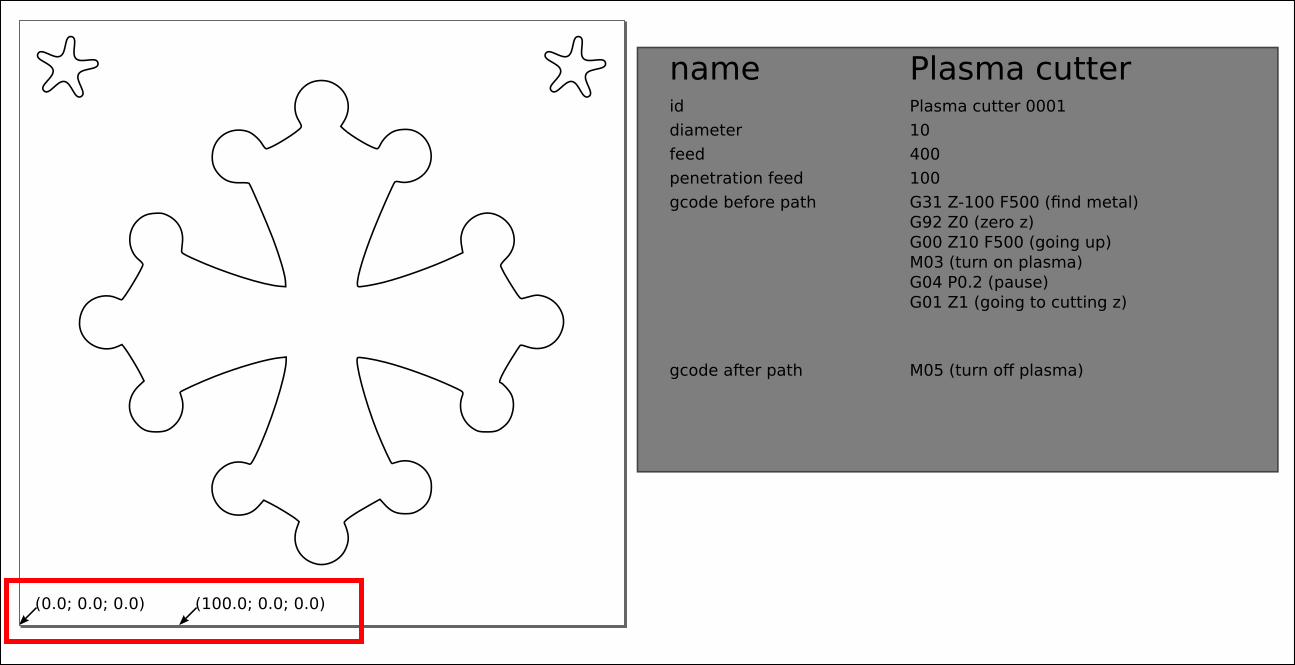
- On va dans le menu "Extensions" -> "Gcodetools" -> "Bibliothèque d'outils...", on coche "Plasma" et on clique sur le bouton "Appliquer". Cela affiche sur le calque un cadre gris contenant différentes informations sur l'outil qui servira au découpage.
- On va dans le menu "Extensions" -> "Gcodetools" -> "Points d'orientation...", dans le premier onglet "Orientation", on coche "Mode 2 points..." et on clique sur le bouton "Appliquer". ATTENTION : il faut mettre un Z différent de zéro sinon le chemin généré sera vide (je mets 0,1 mm). Cela crée sur le calque en bas, un repère avec un point de départ et un point d'arrivée indiqués par 2 flèches.
Or, on s'aperçoit que le 2e point est mal placé !!! Il est NÉCESSAIRE de le déplacer au bon endroit afin de pouvoir obtenir des dimensions correctes dans le GCode !!! Pour cela, on sélectionne (on ne dégroupe pas !) avec CTRL+ MAJ + CLIC la flèche et le cadre de texte contenant "(100.0; 0.0; 0.0)" du 2e point, on choisit l'unité de mesure en cm et on tape comme position en X, le nombre 10. Ceci a pour effet de déplacer automatiquement le 2e repère qui fixe l'échelle :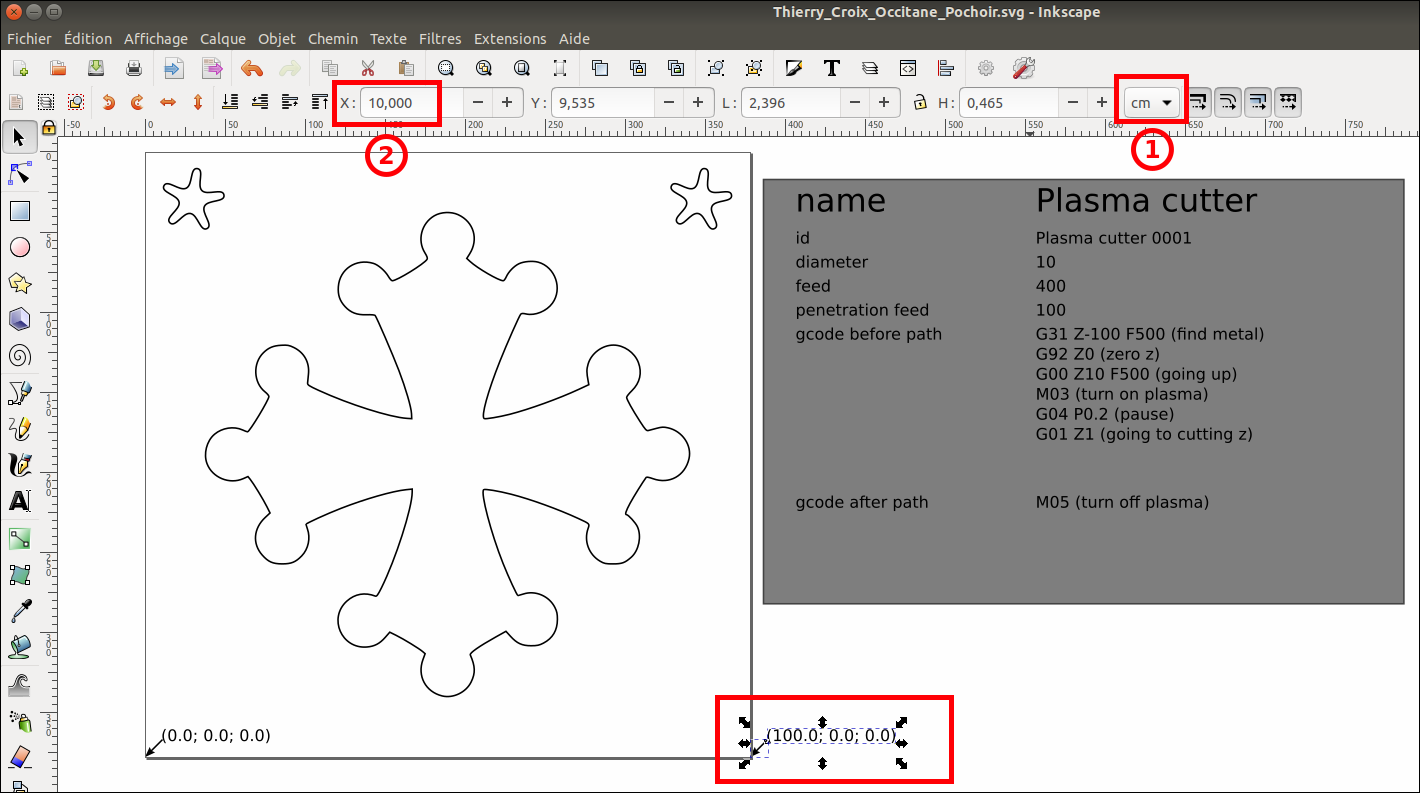
- Maintenant on sélectionne tous les éléments dans notre calque 1 avec la combinaison de touches CTRL + A (on peut ne sélectionner que le tracé aussi).
Ensuite, on va dans le menu "Extensions" -> "Gcodetools" -> "Chemin vers G-code...", puis sur l'onglet "Préférences" et on donne un nom de fichier ainsi que le répertoire de sauvegarde et on clique sur le bouton "Appliquer".
Pour terminer, il est IMPÉRATIF de revenir sur le 1er onglet "Chemin vers G-code" et de cliquer sur le bouton "Appliquer" pour générer le fichier GCode. Sinon on aura un message d'erreur synonyme de non génération du fichier G-Code (dès qu'on a un message d'erreur le fichier G-Code n'est pas créé).
Attention : certaines commandes G-Code ne sont ps reconnues par bCNC (basé sur Grbl) comme G31 (à supprimer dans le pré-code proposé par Inkscape).
Voici ci-dessous le code que j'utilise pour ma découpeuse laser dans la partie "gcode before path" après avoir éliminé le code inutile :
G92 Z0 F100(zero z)
M03 (turn on plasma)
G04 P0.2 (pause)
En fonction du matériau à découper, il peut aussi être utile de modifier la valeur "feed" qui est initialement sur 400. Pour du papier de 80 grammes, on peut la monter à 500 pour éviter d'enflammer le papier lors de passes proches (ça permet d'aller plus vite).
III- Réalisation du 2e pochoir
On recommence toutes les opérations précédentes sur le tracé du 2e calque afin d'obtenir un 2e fichier GCode.
IV- Découpage des pochoirs au laser
Il "ne reste plus" qu'à découper les pochoirs à la CNC. J'utilise bCNC pour cela (voir d'autres articles explicitant comment sur ce site).