![]() Avertissement :
Avertissement : ![]() Il faut absolument tenir compte de la dangerosité du rayonnement laser en particulier pour les yeux. Ne négligez pas les mesures de précautions pour limiter les risques : lunettes de protection adaptées au type de rayonnement (norme CE fortement conseillée). N'oubliez pas votre entourage : pas d'enfant notamment lorsque le rayon est en marche !!! Ou sinon faites en sorte que le rayon soit bloqué (n'oubliez pas la réflexion du rayon).
Il faut absolument tenir compte de la dangerosité du rayonnement laser en particulier pour les yeux. Ne négligez pas les mesures de précautions pour limiter les risques : lunettes de protection adaptées au type de rayonnement (norme CE fortement conseillée). N'oubliez pas votre entourage : pas d'enfant notamment lorsque le rayon est en marche !!! Ou sinon faites en sorte que le rayon soit bloqué (n'oubliez pas la réflexion du rayon).
Lorsque l'on a une machine CNC, il peut être intéressant de faire de la gravure, voire du découpage laser. Pourquoi ne pas s'y lancer, ne serait-ce que par curiosité (c'est bien de découvrir de nouvelles techniques) ? Par contre, pour débuter, inutile de se ruiner (rien ne nous en empêchera plus tard si l'on est convaincu) pour ne pas avoir de regret si l'on casse à cause d'une mauvaise manip (le laser c'est quand même assez fragile).
Il faut cependant veiller à avoir un laser qui possède un minimum de puissance pour pouvoir un peu s'amuser et envisager le découpage de papier (n'espérez pas découper du bois ou du métal avec le type de technologie utilisée).
Choix du laser
 Suite à un article sur le site des Instructables : http://www.instructables.com/id/Convert-a-3D-PRINTER-to-LASER-ENGRAVER-Under-40/, j'ai eu envie de tester d'autant que le matériel proposé n'était pas excessif (moins de 30€ en promo, frais de port compris) tout en paraissant bien conçu et complet (il y avait même une paire de lunettes vertes mais bon sans garantie quant à leur niveau de sécurité...) : laser bleu 405nm de 500mW, ventilateur et radiateur pour mieux dissiper la chaleur (un laser ça chauffe beaucoup et peut griller), mise au point du rayon avec une lentille réglable (focusable) et carte de pilotage
Suite à un article sur le site des Instructables : http://www.instructables.com/id/Convert-a-3D-PRINTER-to-LASER-ENGRAVER-Under-40/, j'ai eu envie de tester d'autant que le matériel proposé n'était pas excessif (moins de 30€ en promo, frais de port compris) tout en paraissant bien conçu et complet (il y avait même une paire de lunettes vertes mais bon sans garantie quant à leur niveau de sécurité...) : laser bleu 405nm de 500mW, ventilateur et radiateur pour mieux dissiper la chaleur (un laser ça chauffe beaucoup et peut griller), mise au point du rayon avec une lentille réglable (focusable) et carte de pilotage
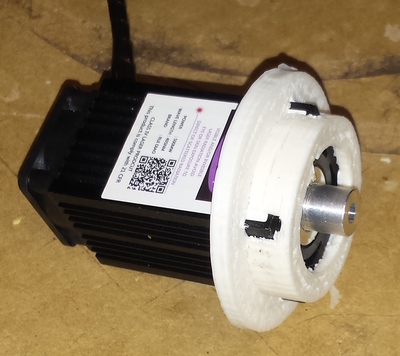
Évolution du laser : le modèle précédent allait bien pour découper du papier mais c'est tout. Du coup, en novembre 2018, j'ai opté pour un laser bleu 450 nm à 12V beaucoup plus puissant à 15000 mW pour 160€ (https://www.aliexpress.com/item/32800881498.html). Actuellement, au 27/12/2019, le même laser se trouve aux alentours de 92€, ce qui le rend vraiment très intéressant. Attention, ne comptez pas découper du bois quand même (du balsa à la limite).
Montage sur la CNC
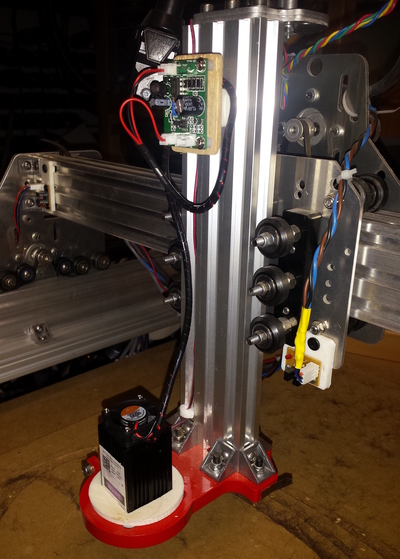
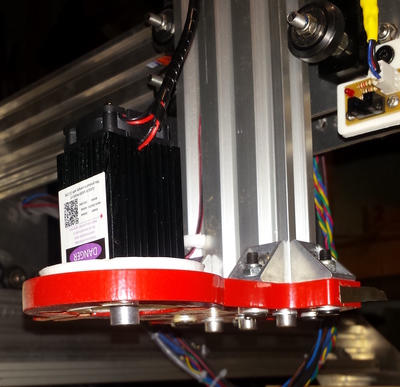
Il faut démonter la fraiseuse et fixer la tête laser. Pour cela, j'ai fabriqué à l'aide de l'imprimante 3D un adaptateur en ABS (plus résistant à la chaleur que le PLA) permettant de monter la tête laser sur mon support de fraiseuse à collet de 43m de diamètre (voir fichiers téléchargeables ci-dessous). Une fois le radiateur encastré sur l'anneau imprimé, il suffit de l'insérer dans le trou du support et de fixer la tête en serrant l'écrou permettant le blocage.
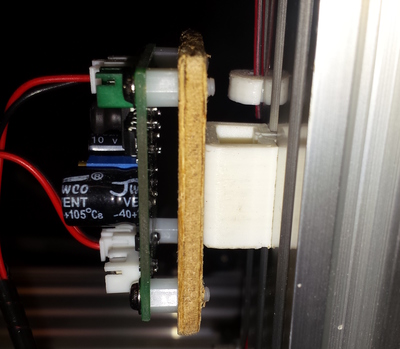
La carte pilotant le laser est fixée sur une plaque en bois qui elle-même est vissée sur à un clip (fabriqué lui aussi avec l'imprimante 3D) se montant dans la rainure du v-slot.
Fichiers téléchargeables pour la pièce supportant le laser et la carte :
- fichier FreeCAD (modifiable) du support s'insérant dans le collet de 43 mm : support_laser.fcstd
- fichier .stl issu du fichier FreeCAD ci-dessus qui permettra d'obtenir le .gcode (à partir de Slic3r par exemple) : support_laser_cnc.stl
- fichier FreeCAD (modifiable) du support de la carte dans le rail V-Slot : support_carte_laser.fcstd
- fichier .stl issu du fichier FreeCAD ci-dessus qui permettra d'obtenir le .gcode : support_carte_laser.stl
Branchements
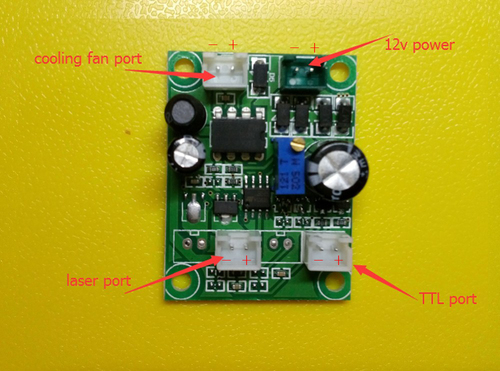
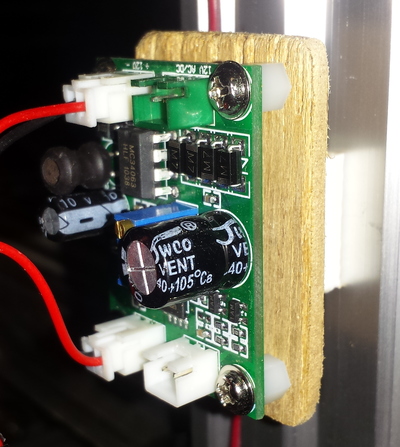
Le rayon laser est commandé via le signal prévu pour commander la fraiseuse via le connecteur D10 de la carte Ramps 1.4. On le connectera sur la carte de pilotage du laser via le connecteur 12V. Ensuite (si ce n'est pas déjà fait), on branchera le ventilateur et le laser sur les ports dédiés sur cette même carte (cf image ci-contre, on remarquera que le port TTL n'est pas utilisé ).
Du coup, on utilise les commandes M03 pour allumer et M05 pour éteindre le laser.
Utilisation de Inkscape pour tracer le parcours en Gcode
Le Gcode pilotant la machine est généré avec le logiciel libre de dessin vectoriel Inkscape auquel on a rajouté l'extension JTP Laser Tool https://jtechphotonics.com/?page_id=1980 . Des tutoriels sont accessibles ici : https://jtechphotonics.com/?page_id=2012) .
Principe pour obtenir le Gcode :
- Dessiner sa forme ou écrire son texte.
- Si on a plusieurs formes distinctes, il faut les regrouper en une seule.
- Dans le menu "Chemin", choisir "Objet en chemin" (raccourci Maj+Ctrl+C)
- Dans le menu "Extensions", aller dans "Generate Laser GCode" -> "J Tech Photonics Laser Tool..."
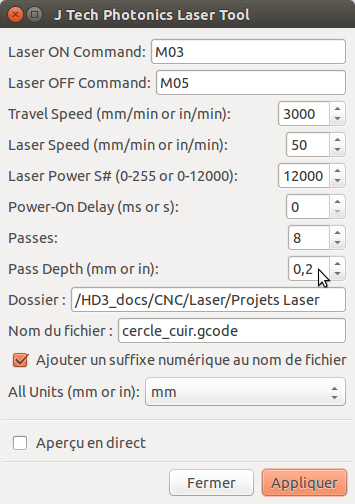
- Adapter les paramètres :
Pour le papier de 80g : Laser Speed -> 100 mm/min ; 1 seule passe
Pour le cuir de 0,6 mm d'épaisseur : Laser Speed -> 50 mm/min ; 8 passes de 0,1 mm de haut (Pass Depth)
Pour du carton de 3 mm d'épaisseur (simple cannelure) : Laser Speed -> 75 mm/min ; 8 passes de 0,4 mm de haut
Réglages de la hauteur de gravure
Il est important de bien régler la hauteur du laser ainsi que la mise au point pour avoir une coupe nette et efficiente. Pour de la gravure, on pourra souhaiter un rayon plus large pour noircir plus rapidement les surfaces (à voir selon les cas). Pour mes découpes, de façon empirique, j'ai trouvé une hauteur d'environ 4 cm et j'ai affiné en tournant la lentille de mise au point.
Plus d'informations sur la façon de déterminer précisément la hauteur optimale du laser dans l'article "Réglage de la hauteur du laser".
Résultats
 Voici ci-contre, un des premiers découpages sur une feuille de papier A4 (grammage : 80g). Il s'agit d'une croix occitane de 12 cm que j'avais déjà conçue sous Inkscape et que j'ai adaptée pour le laser.
Voici ci-contre, un des premiers découpages sur une feuille de papier A4 (grammage : 80g). Il s'agit d'une croix occitane de 12 cm que j'avais déjà conçue sous Inkscape et que j'ai adaptée pour le laser.
L'opération a duré environ 20 minutes et est vraiment silencieuse (on entend juste le bruit des moteurs).
La précision est bluffante !